18958200061

座机:86-574-62018878
传真:86-574-62014018
邮箱:zjnbjinhao@163.com
地址:浙江宁波余姚市黄家埠镇黄家埠工业园区
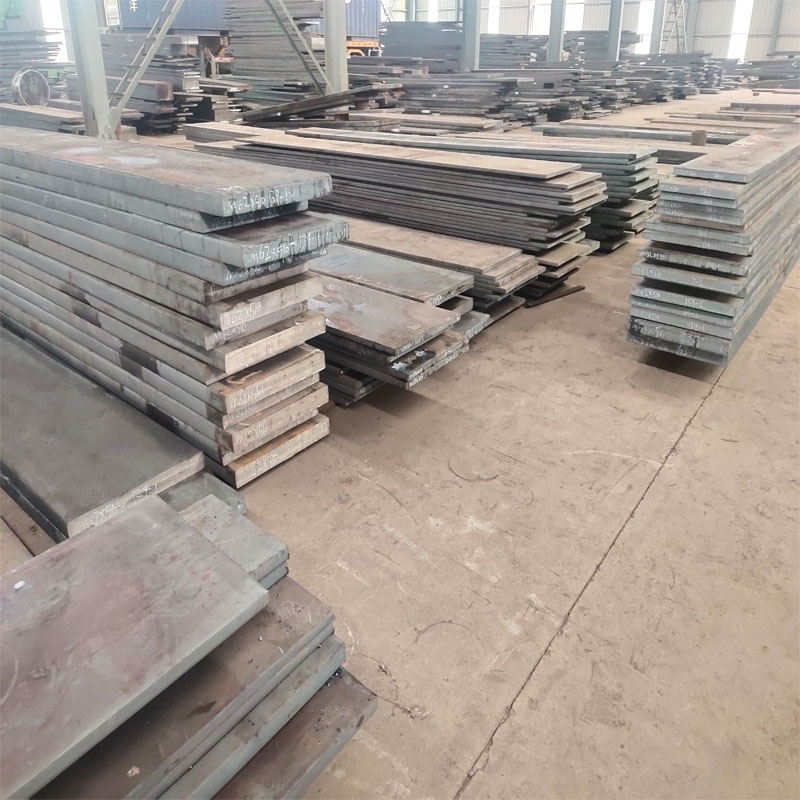
模具钢加工压力铸造通称模具压铸,是一种将熔化铝合金液倒进压房间内,以快速填充钢质模貝的型腔,并使铝合金液在压力下凝结而产生铸件的铸造方式。压铸差别于其他铸造方式 的主要特点是髙压和快速。
①金属材料液是在压力下添充型腔的,并在高些的压力下结晶体凝结,普遍的压力为15—100MPa。
②金属材料液以快速填充型腔,一般在10—50米/秒,有的还可超出80米/秒,(根据内进胶口导进型腔的角速度—内进胶口速率),因而金属材料液的充型時间非常短,约0.01—0.2秒(须视铸件的尺寸而不一样)内就可以铺满型腔。
Cr12mov模具钢定制压铸是一种高精度的铸造方法。cr12mov模具钢压铸后的压铸标准公差很小,表面精度很高。在大多数情况下,压铸件可以安装和使用,无需铣削、生产和加工,有外螺纹的零件可以立即铸造。
压铸法也是有以下缺陷:
1)机器设备花费价格昂贵
压铸生产制造需要之机器设备例如压铸机、锻造加热炉、恒温炉及压铸模等花费都非常的价格昂贵。
2)铸件之气密性差
因为熔液经快速填充至压铸结构内时,会造成乱流之状况,部分产生出气孔或收拢孔,危害铸件之耐气密性。现阶段有一种含浸解决的方式,能够用于改进耐气密性。